矿山破碎机除尘器矿山破碎机除尘器主要是采用上、下箱体、灰斗、排灰装置、过滤装...
矿山破碎机除尘器矿山破碎机除尘器主要是采用上、下箱体、灰斗、排灰装置、过滤装... 改造锅炉布袋除尘器我公司是从事改造锅炉布袋除尘器业务,主要针对电厂、钢厂等原有...
改造锅炉布袋除尘器我公司是从事改造锅炉布袋除尘器业务,主要针对电厂、钢厂等原有... HD8956单机除尘器HD8956单机除尘器具有体积小、处理风量大、结构紧凑、使用方便等优...
HD8956单机除尘器HD8956单机除尘器具有体积小、处理风量大、结构紧凑、使用方便等优... SXC-8A1-25X脉冲控制仪一、 脉冲控制仪 型号说明 SXC-8AI-10:表示10路脉冲输出,负载AC220V;...
SXC-8A1-25X脉冲控制仪一、 脉冲控制仪 型号说明 SXC-8AI-10:表示10路脉冲输出,负载AC220V;... 粉末回收滤筒除尘器粉末回收滤筒除尘器特点:采用垂直式滤筒结构,便于粉尘吸附及清...
粉末回收滤筒除尘器粉末回收滤筒除尘器特点:采用垂直式滤筒结构,便于粉尘吸附及清...
硅除尘骨架是电厂脱硫除尘骨架,产品采用足够强度的碳钢或不锈钢丝,采用设备一次焊接成型,硅除尘骨架焊接后处理是经过表面镀锌防止生锈,在高温、高腐蚀环境中应用较广泛。
硅除尘骨架是采用碳钢经多头高频自动点焊机一次焊接成型,并进行硅后处理的 除尘骨架。
硅除尘骨架采用硅技术处理, 可以替代不锈钢骨架,可降低设备的维护成本,并且制造的每一只框架都能符合轻巧、光滑、挺直的要求。
硅除尘器骨架使用温度可在280℃左右的工矿环境使用,瞬间使用温度可达300℃。在一些特定环境可代替不锈钢除尘骨架,降低企业的制造成本。硅除尘骨架的制作和喷塑除尘骨架的制作流程一样,只是在烘干过程中比喷塑除尘骨架的温度和时间要高,在除尘器骨架表面喷涂的粉末为硅粉。
硅除尘骨架生产过程:
1、将已加工好的袋笼浸入除油槽15分钟,目的是除去袋笼表面的油污。
2、从除油槽中取出袋笼放入清洗槽进行浸泡清洗,目的是除去袋笼上的除油剂。
3、从清洗槽取出袋笼放入除锈槽进行除锈处理,目的是除去袋笼上的金属氧化层,增强吸附力。
4、从除锈槽取出笼骨放入磷化槽进行磷化处理,目的是增强袋笼表面的粘合力。
5、将处理好的袋笼放入烤箱,温度设为$2100℃,进行20-30分钟的烘干,目的除去袋笼上的水份,保持袋笼本体的干燥。
6、取出袋笼,将调制好的硅均匀的喷涂在袋笼表面。涂层厚度在60μm~100μm。
7、将喷涂好的袋笼放入烤箱,温度设为$2220℃,进行120分钟的烘烤。之后保持$2200℃,进行30分钟的热定型。将袋笼自然冷却,即完成了袋笼硅喷涂工艺。
8、硅粘合力强的厚度在60-70μm之间。

 电磁阀膜片
电磁阀膜片是脉冲袋式除尘器...
电磁阀膜片
电磁阀膜片是脉冲袋式除尘器...
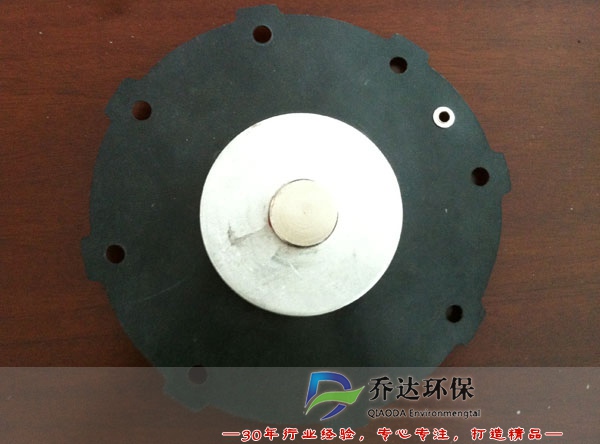 DMF-Z-50电磁阀膜片
电磁阀膜片为圆形膜状的弹性...
改造锅炉布袋除尘器
我公司是从事改造锅炉布袋除...
DMF-Z-50电磁阀膜片
电磁阀膜片为圆形膜状的弹性...
改造锅炉布袋除尘器
我公司是从事改造锅炉布袋除...
 DF-DLZ-15000等离子废气净化器
DF-DLZ-15000等离子废气净化器工...
DF-DLZ-15000等离子废气净化器
DF-DLZ-15000等离子废气净化器工...